



Messtechnik für höchste Ansprüche
ConturoMatic TS-X

Konturen- und Rauheitsmessungen
auf allerhöchstem Niveau
Unser bewährtes Konzept ist stetiger Antrieb für die Weiterentwicklung unserer Systeme.
Frei nach dem Motto: „Das Bessere ist des Guten Feind“ haben wir uns erneut mit sämtlichen, für die Systemgenauigkeit ausschlaggebenden Elementen der ConturoMatic TS kritisch auseinandergesetzt.
Akribisches Fine-Tuning der Führungen, aerostatische Luftlager, schnelle Datenübertragung, Highspeed-Achsenregelung, optimierte Tastarmlagerung, neuentwickelte Antriebseinheiten sowie inkrementale Messsysteme höchster Güte sind die Ergebnisse eines umfassenden Weiterentwicklungsprozesses.
An dessen Ende steht die neueste Errungenschaft von T&S: die ConturoMatic TS-X – unser leistungsstärkster Messplatz.
Das Resultat: ConturoMatic TS-X

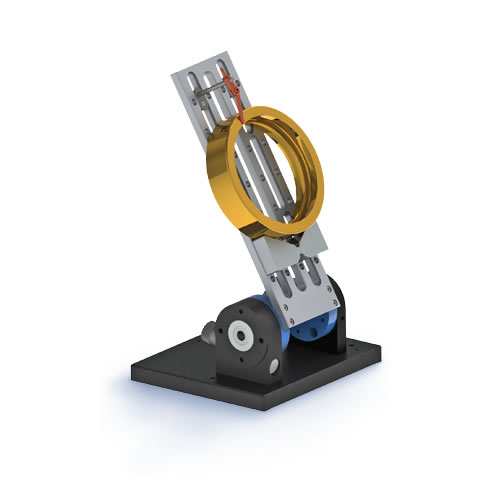
Kontur-X-Antastung
Leistungsmerkmale der TS-X im Überblick
- Softwaregesteuerter, motorisch angetriebener Y-Verstelltisch zur automatischen Zenitsuche.
-
Reibungsfreie, aerostatische Spezialluftlager in der X-und Z-Achse
-
Vergrößerter Messbereich (280 x 350 mm)
-
Hybrid-Keramik Tastarmlagerung
-
Statische Antastung und Messdatenaufnahme in X-Richtung
-
Modul Rauheitsprüfung im Standardlieferumfang
-
Tischbelastbarkeit 25 kg (optional bis 50 kg)
-
Berührungslose, inkrementale Messsysteme auf Stahlbasis
-
Messsystemauflösung 0,1 nm
-
Überragendes Preis-Leistungsverhältnis
-
Fehlergrenze: ± (0,85 + L/100) μm [L = Messweg in mm] (ohne Tastrichtungsänderung)
-
Kombinierte Konturen- und Rauheitsmessung im gesamten Messbereich möglich
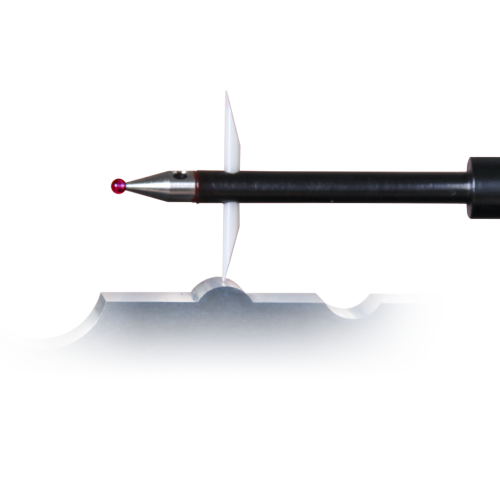
ConturoMatic TS-X Rauheit
Kontur & Rauheit in einem Zug erfassen
Die Moderne Konturenmesssysteme ermöglichen in zunehmendem Maße auch die Erfassung und Berechnung von Rauheitskennwerten. Bei der Rauheitsprüfung an Konturen mit größeren Steigungen versagen aber zunehmend die klassischen Antastverfahren und Auswertungsmethoden.
Um dieses Problem zu lösen, basieren unsere Berechnungsalgorithmen von Beginn an auf orthogonaler Regression. Diese Methode, in Verbindung mit der dynamischen Geschwindigkeitsregelung, die für einen gleichmäßigen Datenpunktabstand sorgt, führt zu absolut exakten Messergebnissen – auch an stark gekrümmten Flächen. Dagegen müssen bei herkömmlichen Lösungen, zur Erreichung eines konstanten Messpunktabstands, neue real nicht vorhandene Messpunkte durch Interpolation erzeugt werden.
Die notwendigen Komponenten zur Rauheitsprüfung sind im Standard-Lieferumfang der ConturoMatic TS-X bereits enthalten. Zusätzlich zur Konturenmessung wird Ihr Konturenmessplatz zu einem leistungsstarken System zur Oberflächenmessung. Alle gängigen Kenngrößen sind automatisch mess- und auswertbar. Die Software ist nahtlos in die Standardsoftware integriert und intuitiv bedienbar.
- Messung der Oberflächenrauheit (mechanisches Prinzip der Bezugsflächenmessung)
- Messbereich Rauheit: 280 x 350 mm
- Effektive Auflösung: 0,1 nm
- Messgeschwindigkeit: 0,1-0,5 mm/s
- Messkraft: 7,5 mN
- Messpunktabstand: ca. 0,5 μm
- geeignet für Rauheiten: Rz > 0,5 μm, Ra > 0,05 μm
- Genauigkeit: 5%
-
DIN EN ISO 4287:2010-07
-
DIN EN ISO 4288:1998-04
-
EN ISO 16610-21:2013-06
-
DIN EN ISO 13565-1:1998-04
-
DIN EN ISO 13565-2:1998-04
-
DIN EN 10049:2014-03
-
VDA 2006:2003-07
-
VDA 2007:2007-02 (Option)
-
ISO/TS 16610-31:2010 (Option)

R-Werte ConturoMatic TS-X
-
Pt, Pz, Pa, Pc, Pq, Pp, Pv, Psk, Pku, PSm, Pdq, Pmr(c)
-
Rt, Rz, Rzi, Rz1max, Ra, Rc, Rq, Rp, Rv, Rsk, Rku, RSm, Rdq, Rmr(c), Rk, Rpk, Rvk, Mr1, Mr2, Rmax, R3z, RPc
-
Wt, Wz, Wa, Wc, Wq, Wp, Wv, Wsk, Wku, WSm, Wdq, Wmr(c)
-
Dominante Welligkeit WDSm, WDc, WDt nach VDA 2007:2007-02 (optional)
-
Filterung durch phasenkorrekte Gauß Filter
-
Robuster Gauß Filter nach ISO/TS 16610-31:2010 (optional)




Technische Daten
