



Konturenmessung – abseits klassischer Wege
ConturoMatic TS –
einfach Grenzen überwinden
Die Verbindung von X- und Z-Messachse in einer Vorschubeinheit führt zwangsläufig zu engen Grenzen.

ConturoMatic TS
Unsere Lösung:
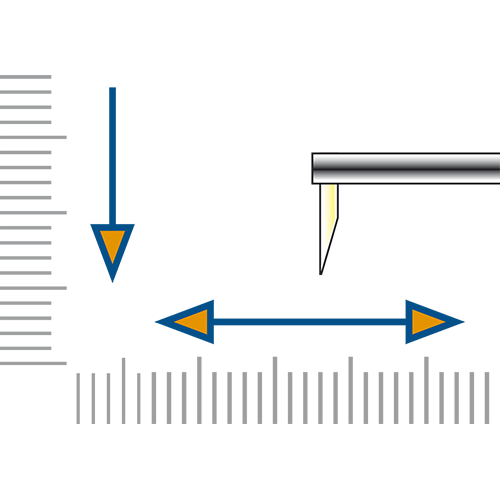
Die Trennung von X und Z.
Die Vorschubachse übernimmt dabei die Funktion der Werkstückaufnahme, während die Z-Achse ausschließlich für die Antastbewegung zuständig ist. Da beide Achsen motorisch geregelt sind, ergeben sich hierdurch enorme Vorteile.
Unabhängig von der Steigung des Konturverlaufes werden beide Achsen so geregelt, dass die Geschwindigkeit konstant zur Kontur bleibt. Klassische kombinierte Vorschubeinheiten können nur mit konstanter X-Geschwindigkeit fahren, was an steilen Konturabschnitten zwangsläufig zu einem deutlich vergrößerten Messpunktabstand führt.
Diese Unstetigkeit der Datenpunktdichte führt unweigerlich zu mathematischen Problemen, die nur durch Interpolation (rechnerische Erzeugung von Zwischenwerten) gelöst werden kann.
Unsere Lösung führt automatisch zu einem ausreichend konstanten Datenpunktabstand.
Die Berechnung von Kennwerten erfolgt somit immer über real erfasste Messwerte. Des Weiteren folgt die Führung der Z-Bewegung einer Geraden. Es gibt also keine Beschränkung der Messwege mehr, wie sie durch den kreisförmigen Messhub winkelbeweglicher Tastarme verursacht wird. Unser Tastarm steht quasi immer waagerecht. Die Tastspitze kann im gesamten Messbereich von bis zu 250 x 320 mm dynamisch der Kontur folgen und die Antastbedingungen sind im kompletten Messbereich eindeutig definiert.
Da die Position der Tastspitze immer wiederholbar auf den Bruchteil eines Millimeters genau bestimmt ist, wird eine sichere und automatisch ablaufende Messung selbst in kleinsten Bohrungen möglich.
Zusätzlich werden Führungsabweichungen der Z-Achse, die sich durch die
Hebelwirkung der Tastarmlänge vervielfacht als Messfehler auswirken, durch unser Konzept automatisch kompensiert.
ConturoMatic TS
Mehr als die Summe der einzelnen Ideen:
Das Konzept hinter allen ConturoMatic TS-Systemen besteht in der Hauptsache aus zwei motorisch gesteuerten Messachsen. Die X-Achse trägt den Prüfling und die Z-Achse übernimmt die Konturenabtastung. Sowohl Messwerterfassung als auch Steuerung basieren konsequent auf modernster Digitaltechnik. Als mechanische Basis dient Granit von höchster Qualität.
Der Effekt:
Durch die Verwendung präziser Grundelemente ist eine nachträgliche und aufwendige Fehlerkompensation unserer Systeme nicht nötig. Stabilität und Langlebigkeit sind Grundelemente unserer Produkte. Neu, anders, innovativ, technisch revolutionär.
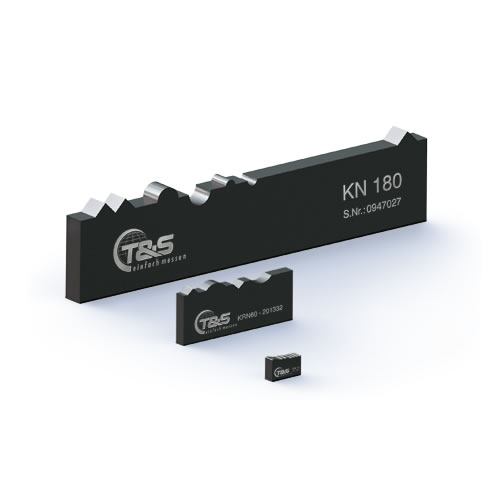
Die technischen Innovationen, die unser neues TS-System zum ersten Gerät ihrer Klasse macht, liegen unter anderem im integrierten, wartungsfreien, elektromechanischen System zur Tastkrafteinstellung. Mittels dieser Funktion kann die Auflagekraft für den Kontur- und Rauheitsbetrieb für jeden Tastarm justiert werden. Diese Einstellungen werden individuell für jeden Tastarm ermittelt, durch die Software verwaltet und entsprechend der benötigten Messfunktion automatisch eingestellt. Zur Kalibrierung der Taster und des Versatzes zwischen oberer und unterer Tastspitze ist nur das im Lieferumfang enthaltene Kugelnormal notwendig.
Durch die geometrisch eindeutige, horizontale Lage des Tastarmes, ist die Prüfung von Konturen und in Bohrungen mit einem Durchmesser kleiner 2 mm bis über 300 mm möglich. Tastspitzenbruch wird durch die integrierte Sicherheitsabschaltung der Z-Achsenbewegung minimiert. Die Möglichkeit der Rauheitsprüfung, die durch die integrierte Messkrafteinstellung realisiert wird, kann in Kombination mit der Konturenprüfung verwendet werden. Ein erneutes Messen wird dadurch in vielen Fällen überflüssig. Kontur- und Rauheitsergebnisse können quasi in einem Durchgang ermittelt werden. Weitere Aufgaben, die durch unser ConturoMatic-TS gelöst werden können, sind u.a. die Prüfung von Bohrungen, Abstände von Innen- zu Außenkonturen, Kegelwinkel und Parallelität, Formfehler, Messung von unterbrochenen Flächen, ohne Verlust des Maßbezuges etc.

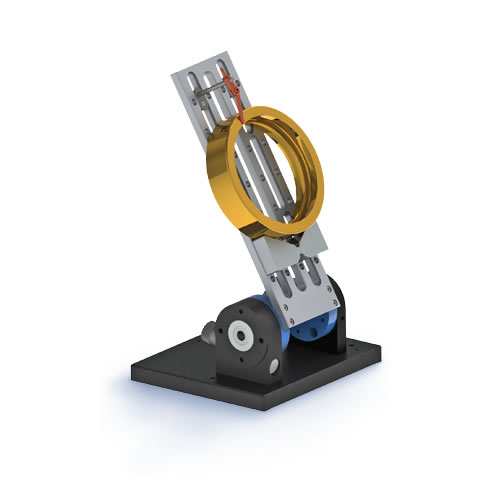
Antastrichtung ConturoMatic TS-UD
Ihre Ansprüche wachsen? Die ConturoMatic TS wächst mit.
Das modulare Konzept erlaubt Ihnen den wirtschaftlichen Einstieg in die TS-Klasse mit der Möglichkeit, jederzeit per Option weitere Funktionen nachzurüsten. Ohne mechanischen Eingriff in das bestehende System, einfach per Softwarefreischaltung.
Technische Highlights der TS:
- Robuste mechanische Basis
- Großer Messbereich 250 x 320
- Führungselemente aus Granit für höchste Ebenheit
- Integrierter Y-Verstelltisch
- Motorisch geregelte Messachsen
- Permanente, dynamische Geschwindigkeitsregelung
- Konstanter Datenpunktabstand, unabhängig von der Profilneigung
- Berührungslose, inkrementale Messsysteme. Unsere Maßstäbe
- verhalten sich thermisch wie Stahl. Deshalb erübrigt sich in vielen
Fällen eine Temperaturkompensation oder aufwendige Klimatisierung - Integrierte Steuerungselektronik
- Datenerfassung und Steuerung über Standard-Schnittstellen garantiert
Zukunftssicherheit und Unabhängigkeit von sich ändernder
Rechnerhardware - ConturoMatic TS Fehlergrenze: ± (0,9 + L/100) μm [L = Messweg in mm]
Erweiterungen
Die optional verfügbaren Erweiterungspakete enthalten alle notwendigen Komponenten wie z.B. Taster zur Up/Down Antastung, Softwareoption Rauheit mit Rauheitstaster incl. Diamantspitze, motorischer Y-Tisch zur automatischen Zenitsuche, etc.
Option UD (Up/Down)
Die Option UD (Up/Down) ermöglicht die Umschaltung der Antastrichtung ohne Verlust des Maßbezuges, um z.B. Bohrungen oder Bezüge von Außen- zu Innenkonturen zu bestimmen.
Diese Funktion ist auch in Kombination mit der Rauheitsprüfung möglich und kann in automatische Messabläufe eingebunden werden.
Antastrichtung ConturoMaticTS-UD
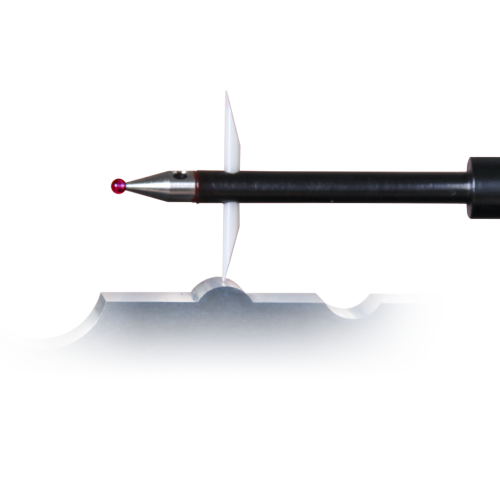
Option R (Rauheit)
Die Option Rauheit (R) ermöglicht Ihnen die Messung der Oberflächenrauheit mittels Bezugsflächenmessung. Kontur- und Rauheitsmessungen sind mittels „Multikontur“ Funktion kombinier- und automatisierbar.
Diese Funktion ist auch in Kombination mit der Option -UD möglich.

Option Rauheit
Option M (motorischer Y-Tisch)
Softwaregesteuerter, motorisch angetriebener Y-Verstelltisch zur automatischen Zenitsuche. Die Hysterese der Y-Tischführung ist praktisch vernachlässigbar und hat somit keinen relevanten Einfluss auf die Durchmesserprüfung bzw. UD Funktion.Die Zenitsuche kann Softwaregesteuert und manuell durchgeführt werden.

Option motorischer Y-Tisch
ConturoMatic Rauheit
Kontur & Rauheit in einem Zug erfassen
Die Moderne Konturenmesssysteme ermöglichen in zunehmendem Maße auch die Erfassung und Berechnung von Rauheitskennwerten. Bei der Rauheitsprüfung an Konturen mit größeren Steigungen versagen aber zunehmend die klassischen Antastverfahren und Auswertungsmethoden.
Um dieses Problem zu lösen, basieren unsere Berechnungsalgorithmen von Beginn an auf orthogonaler Regression. Diese Methode, in Verbindung mit der dynamischen Geschwindigkeitsregelung, die für einen gleichmäßigen Datenpunktabstand sorgt, führt zu absolut exakten Messergebnissen – auch an stark gekrümmten Flächen. Dagegen müssen bei herkömmlichen Lösungen, zur Erreichung eines konstanten Messpunktabstands, neue real nicht vorhandene Messpunkte durch Interpolation erzeugt werden.
Mit unserem optionalen Software-Update Rauheit zur ConturoMatic TS wird Ihr Konturenmessplatz ein besonders leistungsstarkes System zur Oberflächenmessung.
Alle gängigen Kenngrößen sind automatisch mess- und auswertbar. Die Software ist nahtlos in die Standardsoftware integriert und intuitiv bedienbar. Das Update ist für alle bisher gelieferten T1- und TS-Systemen möglich und beinhaltet die Freischaltung der Softwareoption Rauheit, einen Rauheitstastarm mit 2 μm Spitzenradius und 60° Winkel sowie eine umfassende Bedienungsanleitung. Die Option Rauheit ist im Standardumfang der ConturoMatic TS-X enthalten.
Angewandte Normen zur Prüfung von Oberflächen-Kenngrößen mit ConturoMatic Systemen:
-
DIN EN ISO 4287:2010-07
-
DIN EN ISO 4288:1998-04
-
EN ISO 16610-21:2013-06
-
DIN EN ISO 13565-1:1998-04
-
DIN EN ISO 13565-2:1998-04
-
DIN EN 10049:2014-03
-
VDA 2006:2003-07
-
VDA 2007:2007-02 (Option)
-
ISO/TS 16610-31:2010 (Option)
Auswertbare Kenngrößen:
- Pt, Pz, Pa, Pc, Pq, Pp, Pv, Psk, Pku, PSm, Pdq, Pmr(c)
- Rt, Rz, Rzi, Rz1max, Ra, Rc, Rq, Rp, Rv, Rsk, Rku, RSm, Rdq, Rmr(c), Rk, Rpk, Rvk, Mr1, Mr2, Rmax, R3z, RPc
- Wt, Wz, Wa, Wc, Wq, Wp, Wv, Wsk, Wku, WSm, Wdq, Wmr(c)
- Dominante Welligkeit WDSm, WDc, WDt nach VDA 2007:2007-02 (Optional)
- Filterung durch phasenkorrekte Gauß Filter
- Robuster Gauß Filter nach ISO/TS 16610-31:2010 (Optional)

Ergebnisdarstellung



Technische Daten
